




Application Technology
Understand cutting-edge application technology
Application Technology
Overview of Vacuum Ion Coating
- Categories:Application Technology
- Author:UMM
- Origin:
- Time of issue:2023-07-27 14:43
- Views:0
(Summary description)With the rapid development of science and technology, the mechanical manufacturing industry plays an increasingly important role in production. Corrosion on the surfaces of mechanical components is a major issue in the industry. Therefore, improving surface hardness, wear resistance, corrosion resistance, and other properties of the components is crucial in the field of mechanical manufacturing. Coating the surface of components is one of the most commonly used methods to enhance their performance. However, coating technologies have several drawbacks. For example, the adhesion of coatings is poor, leading to easy delamination. There is also a significant difference in thermal expansion coefficients between the coating and the substrate material, making the coating prone to cracking. These limitations restrict their practical application in production.
Overview of Vacuum Ion Coating
(Summary description)With the rapid development of science and technology, the mechanical manufacturing industry plays an increasingly important role in production. Corrosion on the surfaces of mechanical components is a major issue in the industry. Therefore, improving surface hardness, wear resistance, corrosion resistance, and other properties of the components is crucial in the field of mechanical manufacturing. Coating the surface of components is one of the most commonly used methods to enhance their performance. However, coating technologies have several drawbacks. For example, the adhesion of coatings is poor, leading to easy delamination. There is also a significant difference in thermal expansion coefficients between the coating and the substrate material, making the coating prone to cracking. These limitations restrict their practical application in production.
- Categories:Application Technology
- Author:UMM
- Origin:
- Time of issue:2023-07-27 14:43
- Views:0
With the rapid development of science and technology, the mechanical manufacturing industry plays an increasingly important role in production. Corrosion on the surfaces of mechanical components is a major issue in the industry. Therefore, improving surface hardness, wear resistance, corrosion resistance, and other properties of the components is crucial in the field of mechanical manufacturing. Coating the surface of components is one of the most commonly used methods to enhance their performance. However, coating technologies have several drawbacks. For example, the adhesion of coatings is poor, leading to easy delamination. There is also a significant difference in thermal expansion coefficients between the coating and the substrate material, making the coating prone to cracking. These limitations restrict their practical application in production.
Currently, various methods have been developed and researched both in China and in other countries to address these issues. Among them, physical vapor deposition (PVD) is a promising technology, and vacuum ion coating is one of its new variants.
What is Vacuum Ion Coating Technology?
Vacuum Ion Coating Technology, also known as ion plating, was first proposed and put into practice by D. M. Mattox in 1963. It is a coating technique that combines evaporation and sputtering. Based on ion bombardment, this technology involves heating the coating material or workpiece to a molten state and using high-energy ions to bombard and deposit chemically deposited metal or semiconductor thin films onto the substrate surface, thereby obtaining thin films with specific structures and properties.
The process of ion plating involves connecting the evaporation source to the anode and the workpiece to the cathode. When a high-voltage direct current of three to five thousand volts is applied, arc discharge occurs between the evaporation source and the workpiece. Due to the presence of inert argon gas in the vacuum chamber, partial argon gas is ionized under the action of the discharge electric field, forming a plasma sheath around the cathodic workpiece. Positively charged argon ions are attracted to the negatively charged cathode at high voltage and vigorously bombard the surface of the workpiece, causing surface particles and contaminants to be sputtered and ejected, resulting in thorough ion bombardment cleaning of the workpiece surface to be coated.
Next, the alternating current power supply for the evaporation source is turned on. The evaporated material particles are melted and evaporated, entering the glow discharge region and becoming ionized. Positively charged evaporated material ions, under the attraction of the cathode, rush towards the workpiece along with the argon ions. When the number of evaporated material ions deposited on the workpiece surface exceeds the number of sputtered ions, they gradually accumulate to form a firmly adhered coating on the surface of the workpiece.
Ion plating produces coatings that are dense, free of pinholes and bubbles, and have a uniform thickness. This method is particularly suitable for plating on internal holes, grooves, narrow gaps, and other areas that are difficult to plate using other methods, without the formation of metal nodules. Additionally, this process can effectively repair small cracks and blemishes on the surface of the workpiece, thereby improving the surface quality and physical and mechanical properties of the plated parts. Fatigue tests have shown that, when properly applied, the fatigue life of the workpiece can be increased by 20% to 30% compared to before plating.

Figure 1 Schematic Diagram of Vacuum Ion Deposition Coating Technology
Characteristics of vacuum ion coating
Compared to evaporation and sputtering, ion plating has the following characteristics:
(1) Good coating adhesion:
In conventional vacuum coating, there is almost no transitional layer between the workpiece surface and the coating. However, during ion plating, when high-speed ions bombard the workpiece, they can penetrate the surface and form a diffusion layer that extends deep into the substrate. The interface diffusion depth of ion plating can reach four to five micrometers. During the initial stages of coating, sputtering and deposition occur simultaneously, resulting in the formation of a pseudo-diffusion layer or a mixed layer of film and substrate components at the film-substrate interface. This layer effectively improves the adhesion of the film.
(2) Strong ability for selective plating:
During ion plating, the evaporated material particles move in the form of charged ions along the electric field lines. Therefore, any area where an electric field exists can obtain a good coating. This is much superior to conventional vacuum coating, which can only achieve coating in the direct line of sight. Therefore, this method is particularly suitable for plating difficult-to-reach areas such as inner holes, grooves, and narrow gaps on complex parts.
(3) High coating quality:
The coatings produced by ion plating are dense, free from pinholes, bubbles, and have uniform thickness. Even surfaces with facets and grooves can be uniformly coated, and parts with threads can also be coated. The coatings exhibit high hardness, wear resistance (low friction coefficient), excellent corrosion resistance, and chemical stability, resulting in longer lifespan of the coating. Additionally, the coatings can significantly improve the appearance and decorative properties of the workpiece.
(4) Simplified cleaning process:
Conventional coating processes often require thorough cleaning of the workpiece beforehand, which can be time-consuming and labor-intensive. In the ion plating process, the high-energy particles generated by glow discharge have a cathodic sputtering effect on the surface, effectively removing adsorbed gases and oil contaminants from the substrate surface through sputter cleaning. This purification process continues throughout the entire coating process, eliminating the need for extensive pre-coating cleaning procedures.
(5) Wide range of applicable materials:
Ion plating utilizes high-energy ions to bombard the surface of the workpiece, converting a significant amount of electrical energy into thermal energy. This promotes diffusion processes and chemical reactions in the surface layer without subjecting the workpiece to high temperatures. As a result, this coating technology has a wide range of applications and is less limited in terms of material compatibility. Various metals, alloys, synthetic materials, insulating materials, thermosensitive materials, and high-melting-point materials can be successfully coated. It is possible to coat non-metallic materials with metals or non-metals, as well as to coat metals with non-metals. It is even possible to coat plastics, rubber, quartz, ceramics, and other materials.
Classification of vacuum ion coating
There are multiple combinations of different evaporation sources and methods for ionization and excitation of different atoms. As a result, various methods of ion plating with different evaporation sources have emerged. The commonly seen ones are sputtering ion plating and evaporation ion plating, which are categorized based on how the coating particles are obtained.
1) Sputtering Ion Plating
Sputtering ion plating involves using high-energy ions to sputter the surface of the target material, resulting in the generation of metal particles. These metal particles are then ionized in the gas discharge space and deposited onto a substrate that is negatively biased, forming a coating.
2) Evaporation Ion Plating
Evaporation ion plating involves heating the coating material using various methods to generate metal vapor. The metal vapor is then introduced into a gas discharge space that is excited in various ways to ionize the metal vapor. These metal ions are subsequently deposited onto a substrate that is negatively biased, forming a coating.
In evaporation ion plating, there are different discharge principles, including DC dual-stage ion plating, hollow cathode ion plating, filament arc ion plating, and cathodic arc ion plating. DC dual-stage ion plating relies on stable glow discharge. Hollow cathode ion plating and filament arc ion plating utilize thermal arc discharge, where the electron emission from the metal material is due to its high-temperature heating. Cathodic arc ion plating, on the other hand, employs a different discharge mechanism characterized by cold cathode arc discharge.
1) Hollow Cathode Ion Plating (HCD)
Hollow cathode ion plating utilizes hollow thermal cathode discharge to generate a plasma electron beam. The characteristics of hollow cathode ion plating are as follows:
a. The hollow cathode gun serves as both the heat source for vaporizing the coating material and the ionization source for evaporated particles. Ionization is achieved through low-pressure electron beam collision.
b. The ionization and ion acceleration can be operated independently with an acceleration voltage ranging from 0V to several hundred volts.
c. It is well-suited for reactive ion plating, allowing for chemical reactions to occur during the deposition process.
d. The substrate temperature rise is minimal, requiring additional heating during the coating process.
e. It exhibits high ionization efficiency and a large electron beam spot, making it suitable for depositing various types of films.
 Figure 2: Schematic Diagram of Hollow Cathode Ion Plating Structure
Figure 2: Schematic Diagram of Hollow Cathode Ion Plating Structure
2) Cathodic Arc Ion Plating
Cathodic arc ion plating is a comprehensive ion plating technology and is currently the mainstream method. It utilizes cold cathode arc discharge, offering the highest ionization rate of coating particles among various PVD coating technologies.
The working principle is as follows: The anode, which has a positive potential, approaches the cathode, which has a negative potential. When the distance between the anode and cathode is small enough, the gas between them will undergo breakdown, forming an arc current similar to arc welding. At this point, a portion of nitrogen (N2) undergoes ionization, forming nitrogen cations (positive ions) and electrons. Attracted by the electric field force, the nitrogen cations will fly toward the cathode (target) area, while the electrons will fly toward the anode (arc source). However, due to the significantly greater mass of ions compared to electrons, under the same electric field force, the electrons will move a longer distance than the cations. Therefore, when the electrons reach the anode, the ions will not reach the cathode surface, but instead accumulate in a region close to the target, forming a positive ion accumulation layer. The distance between the positive ions and the cathode surface is very small, on the order of micrometers. According to E=U/d, the electric field intensity in this high electric field region is extremely high, causing electrons to be dragged out of the target material. The dragged-out electrons fly toward the positive ion accumulation layer from the cathode surface, forming a current. The accumulation layer becomes conductive to the target surface, resulting in the generation of an arc near the target surface. The arc causes the target material to evaporate, and the positive ions are attracted to the cathode surface, bombarding the target surface, leading to sputtering. Since both the evaporated and sputtered particles need to pass through the positive ion accumulation layer and are influenced by the arc at the cathode surface during their flight out of the target, the majority of particles reaching the workpiece are in an ionized state. The workpiece is typically biased with a negative voltage, so the positive ions are attracted toward the workpiece by the electric field force and impact it. This impact enhances the adhesion of the coating layer and promotes densification, which is beneficial for improving the quality of the coating layer.
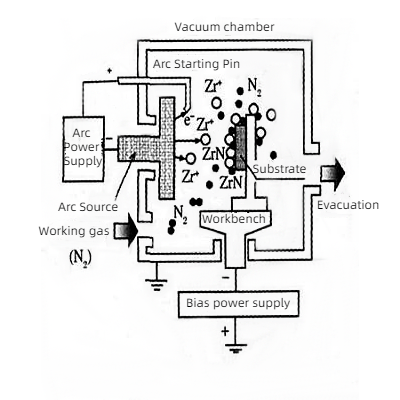
Figure 3 Schematic Diagram of Cathodic Arc Ion Plating
Selection of vacuum ion plating materials
Vacuum ion plating is widely used and can be applied to various industrial products such as daily necessities, handicrafts, aerospace, and optical devices. The main materials used in vacuum ion plating include:
Metallic materials: Copper, silver, gold, chromium, nickel, cobalt, etc.
Ceramic materials: Aluminum oxide, zirconium oxide, etc.
Plastic materials: Polyamide, polycarbonate, etc.
Glass materials: Glass, quartz, etc.
Semiconductor materials: Silicon, germanium, etc.
It is important to note that there is a certain relationship between material selection in ion plating and performance. Therefore, it is necessary to choose appropriate materials for processing based on specific application scenarios.
Scan the QR code to read on your phone
Hot Technology Ranking

2022-10-20

Scan the QR code and follow the official account
Products
Precious metal functional materials
High-quality optoelectronic materials/high-purity targets
Refractory metals and their alloys
Special alloy/special steel
Spherical | Nano powder
Biomedical/3D printing products
Compound
Rare metals and their alloys
Rare metals and their alloysRare Metal Concept Cultural/Art/Collectible
Nuclear energy Nuclear power Nuclear industry
High temperature heat container
Microelectronics industry Chip thermal sink
Semiconductor equipment MOCVD thermal field
High efficiency & long life Wire for wire cutting
Medical equipment Medical instruments
Artificial bone joint Bioimplantation
Rare metal cultural & creative art collection Precious metal
Plasma|Special Welding Electrode
Ultra Minor Metals Ltd (UMM) all rights reserved 湘ICP备17001881号 by:www.300.cnchangsha